
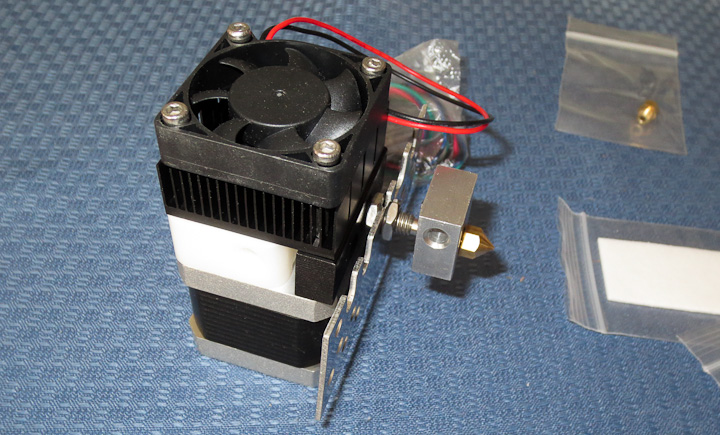
If you haven’t seen my earlier posts, I’m building a 3D printer, roughly modeled after the RepRap Prusa and RepRap Mendel designs but considerably larger. In an earlier post I shared my own 3mm filament stepstruder plastic extruding 3D print head design and photos showing progress on its development. While searching the interweb for nozzles to purchase, I came across the QU-BD website with 3D printer supplies. Given the low cost (starting at $34, $63 all decked out with bullet heater and stepper motor) of this 3d printer extruder, one was ordered on the spot. It was as received as you see in the above photo. All of the parts were nicely segregated into plastic bags.

The first step was to tear into the packages and examine the parts. The design is simple and well thought out. It uses a combination of off the shelf components and custom machined pieces. I really like the modified heat sink and small fan. These two parts will also be used on the 3mm filament print head of my own design as well.

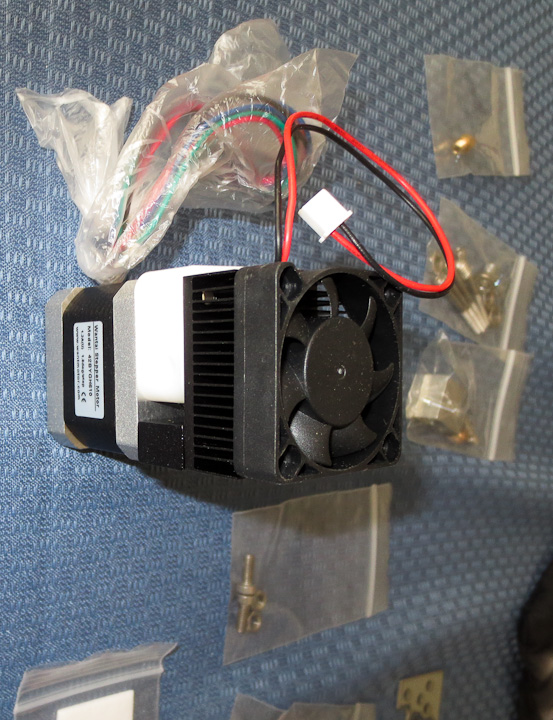
Assembly instructions are available on the QU-BD website here or available on my site saved as a pdf here. The above shows the body of the 1.75mm filament plastic stepstruder on the NEMA 17 stepper motor that came with the kit. Here is the data sheet for the Wantai 42BYGH610 stepper motor included in the QU-BD MBE V9 3d printer extruder kit.
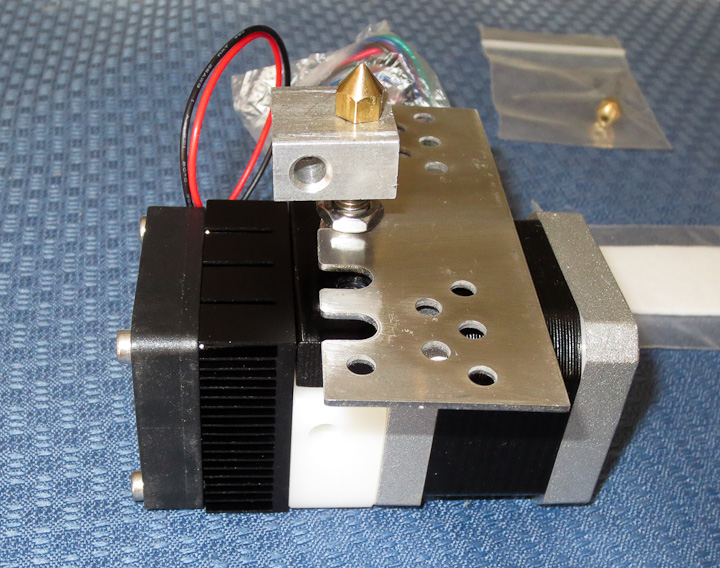
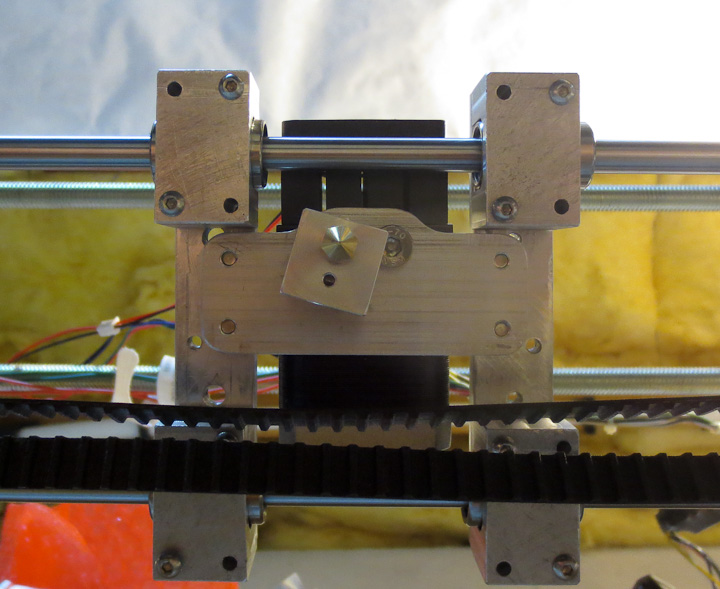
The kit assembled relatively easily. All of the parts were well machined with the exception of the aluminum rectangular heater block. The M6 threading was drilled and tapped at a slight angle (~5 degrees). The result was that the nozzle did not sit flush against the block when tightened in place. In the photo below you can see the misaligned angle of the heater block in relation to the body of the stepper motor and extruder.
I felt this minor issue was not worth the hassle of calling and complaining to QU-BD. In fact given the price of the kit, and the DIY nature of product, issues like this are to be expected. Some quick machining on the lathe squared the faces up to the M6 threaded through hole correcting the problem.
The overall design of this 1.75mm filament stepper based extruder 3d print head is well thought out. The parts are all well made with the exception of the heater block. The only piece that I felt was not useful in this kit was the included mounting plate. This part will not be used in my printer build but I suppose it is bolt in for some of the popular DIY 3D printer projects available in kit form.
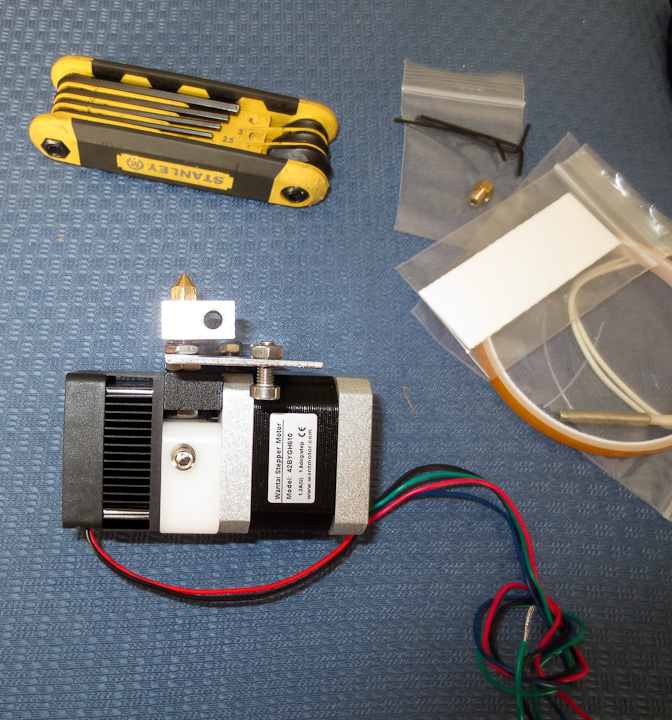
In the above photo you can see my mounting plate. Because of the much shorter hot end/nozzle portion on this 1.75mm filament plastic stepstruder I needed to drop the entire head as close as possible to the linear shafts that make up the x axis on my 3d printer build. I machined a 0.150″ drop into the mounting plate. This gets the nozzle down almost well below the timing belt and linear bearing mounts.
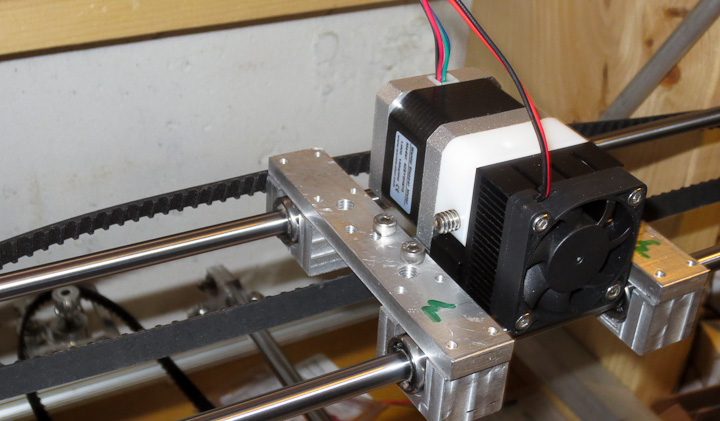
Here is the QU-BD MBE v9 Extruder in place installed on my 3d printer. It is small, looks good, and fits well with the rest of the machine. As of now my printer has mounts for 2 different print heads. Eventually I’ll settle on one or the other and machine new bearing supports (the aluminum rectangles with the green M’s on them) to reduce mass as much as possible. Less mass means less inertia resulting in faster print head movement. The plan is to redo the bearing mounts as well when it is fully operational. They will be produced by printing them out in ABS, thus having the machine produce upgrade parts for itself.
What firmware settings are you using?
These are the relevant settings, I’m using a modified Marlin OS. I replaced the drive gear with one I machined because the one that came with the kit is just crap. Otherwise the extruder works well enough. If I am not careful it will overheat and stop extruding. My printer is in an enclosure and sometimes This causes the internal temperature to rise enough that the extruder fan can’t keep up. I plan to add a second side blowing fan to it at some point. Till then it works as long as I’m careful
steps per unit 98
Max feed 800
max accel 10000
default accel 1000
retract accel 1500
Default E jerk 5.0 (mm/s)
I’ve been trying to set one of these up. I ordered some mk7 drive gears as the “craptor” is just terrible. The issue I’m finding is the mk7 drive gear is taller and does not line up with the filament feed path. How did you get past this?
Aaron, I made my own. As you say the ones you buy don’t work. If you have a drill press, you could carefully drill out the center of the heat sink to make room for the taller gear. I considered this as an option as well.